回転体の押し湯設定変更による品質向上
Before
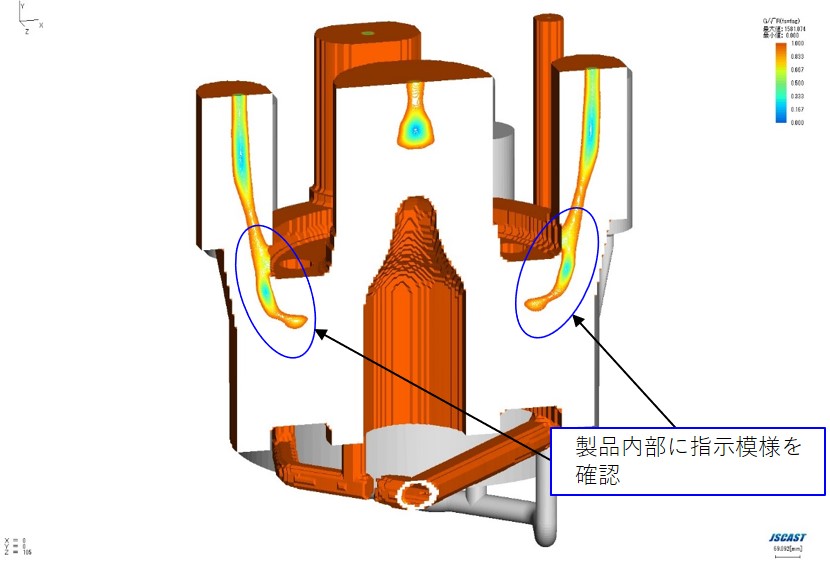
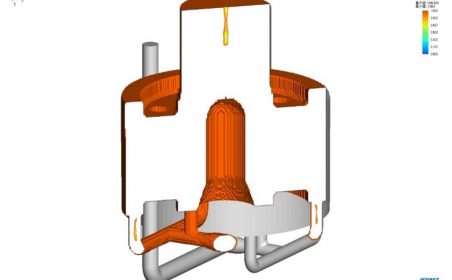
上部外周側に、製品から押湯へと繋がる引け巣発生していました。円形部品などの場合、どのメーカーも円周周りに押し湯を立てる傾向がありますが、押し湯が複数になると鋳鋼製品まで最終凝固位置が被ってしまい、内部不良につながりやすくなります。
![]()
After
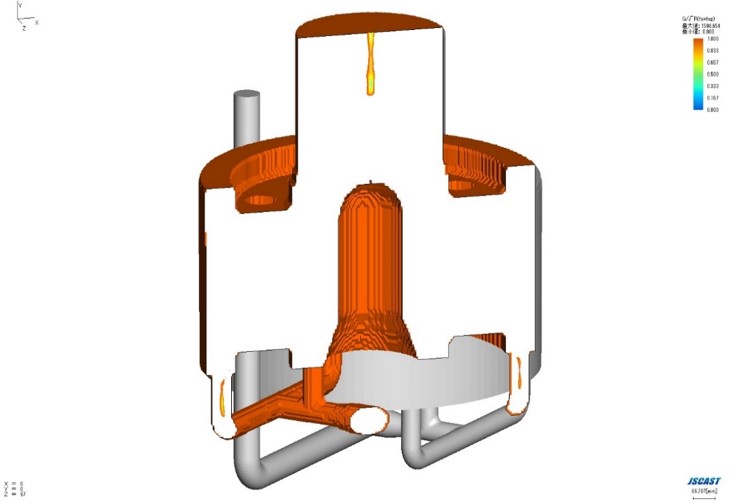
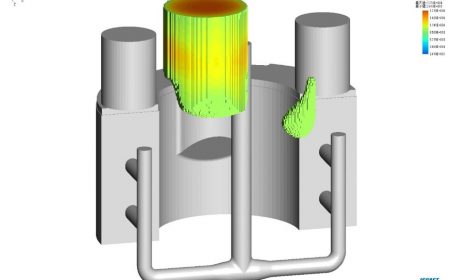
凝固解析による比較/検証を実施しました。外周に設置していた押湯を外し、適宜方案を見直しました。
押し湯を複数から1本に変更し、最終凝固位置が押し湯内部にとどまるように変更しています。結果、品質と納期、コスト面で改善ができています。※その後のリピート品でも改善効果を確認。
その他のVA・VE提案改善事例
-
回転体の押し湯設定変更による品質向上
Before 上部外周側に、製品から押湯へと繋がる引け巣発生していました。円形部品などの場合、どのメーカーも円周周りに押し湯を立てる傾向がありますが、押し湯が複数になると鋳鋼製品まで最終凝固位置が被ってしまい、内部不良に […]
2019.01.20 -
軸受のCAE解析による品質向上事例
Before 製品内部に引け巣発生が課題となっており、凝固解析(CAE解析)を行いました。製品上部も最終凝固位置にかかっており、この位置に巣ができやすくなっていることがわかりました。 After 押湯サイズ変更及び適宜方 […]
2019.01.20 -
玉形弁 弁箱の品質改善 提案事例
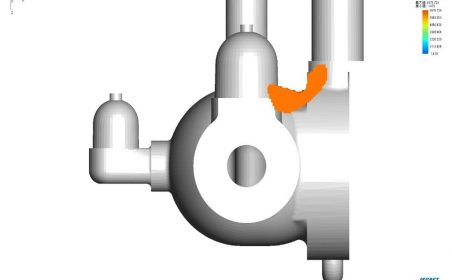
Before 上記は玉型弁 弁箱のCAE解析画面です。最終凝固の箇所が製品内まで来てしまっています(オレンジの箇所)最終凝固位置は巣が出やすいと言え、この状態では押湯の下側に引け巣が発生しやくなってしまいます。 Afte […]
2019.01.20 -

鋳鋼製品の荒加工指定によるリードタイム短縮事例
Before 鋳込み後の鋳鋼製品 鋳鋼・鋳物製品の調達時には、業界内の慣例として、荒加工の手配は調達側が行うことが一般的です。荒化工までの一貫生産に比べると、鋳鋼素材納品後の荒加工発注の手間や、総合リードタイムが非常に長 […]
2019.01.18 -

長時間焼鈍を行う鋳鋼製品のコストダウン・リードタイム短縮提案
Before 焼鈍 6時間 のち 長時間焼鈍 実施 48時間 お客様の図面の中で、長時間焼鈍(例:48時間など)の指示が入っているケースがあります。長時間焼鈍は鋳鋼製品の内部応力を確実に取り、内部のガス(水素)等の残 […]
2019.01.18